
DIN7991 Zápustná skrutka so šesťhrannou hlavou Uhlíková oceľ Pozinkovaná trieda 8,8 10,9





DIN7991 Zápustná skrutka so šesťhrannou hlavou Uhlíková oceľ Pozinkovaná trieda 8,8 10,9
Popis
RÝCHLOodpoveď
RÝCHLOCitácia
RÝCHLODoručenie
PRIPRAVENÉ NA ODOSLANIE DODANIE
10 000+ SKU v sklade
Zaväzujeme sa za položky RTS:
70 % doručené položky do 5 dní
80 % doručené položky do 7 dní
90 % doručené položkydo 10 dní
Hromadné objednávky, kontaktujte prosím zákaznícky servis

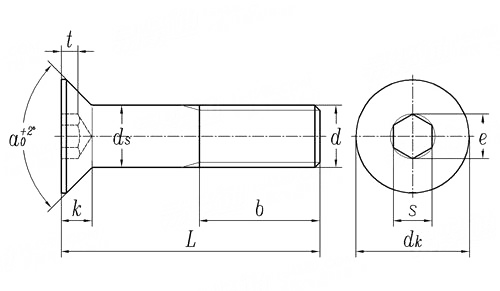
| d | M3 | M4 | M5 | M6 | M8 | M10 | M12 | (M14) | M16 | (M18) | M20 | (M22) | M24 | |
| P | Smola | 0,5 | 0,7 | 0,8 | 1 | 1.25 | 1.5 | 1,75 | 2 | 2 | 2.5 | 2.5 | 2.5 | 3 |
| α | tol.(+2) | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 60° | 60° |
| b | L≤125 mm | 12 | 14 | 16 | 18 | 22 | 26 | 30 | 34 | 38 | 42 | 46 | 50 | 54 |
| 125<L ≤ 200 | / | / | / | 24 | 28 | 32 | 36 | 40 | 44 | 48 | 52 | 56 | 60 | |
| 200 l | / | / | / | / | / | 45 | 49 | 53 | 57 | 61 | 65 | 69 | 73 | |
| dk | Max = nominálny | 6 | 8 | 10 | 12 | 16 | 20 | 24 | 27 | 30 | 33 | 36 | 36 | 39 |
| Min | 5.7 | 7,64 | 9,64 | 11,57 | 15,57 | 19,48 | 23,48 | 26,48 | 29,48 | 32,38 | 35,38 | 35,38 | 38,38 | |
| ds | Max = nominálny | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 |
| Min | 2,86 | 3.82 | 4.82 | 5.82 | 7,78 | 9,78 | 11,73 | 13,73 | 15,73 | 17,73 | 19,67 | 21,67 | 23,67 | |
| e | Min | 2.3 | 2,87 | 3.44 | 4.58 | 5.72 | 6,86 | 9.15 | 11.43 | 11.43 | 13,72 | 13,72 | 16 | 16 |
| k | Max | 1.7 | 2.3 | 2.8 | 3.3 | 4.4 | 5.5 | 6.5 | 7 | 7.5 | 8 | 8.5 | 13.1 | 14 |
| s | Nominálny | 2 | 2.5 | 3 | 4 | 5 | 6 | 8 | 10 | 10 | 12 | 12 | 14 | 14 |
| Min | 2.02 | 2.52 | 3.02 | 4.02 | 5.02 | 6.02 | 8,025 | 10,025 | 10,025 | 12,032 | 12,032 | 14,032 | 14,032 | |
| Max | 2.1 | 2.6 | 3.1 | 4.12 | 5.14 | 6.14 | 8,175 | 10,175 | 10,175 | 12.212 | 12.212 | 14,212 | 14,212 | |
| t | Max = nominálny | 1.2 | 1.8 | 2.3 | 2.5 | 3.5 | 4.4 | 4.6 | 4.8 | 5.3 | 5.5 | 5.9 | 8.8 | 10.3 |
| Min | 0,95 | 1,55 | 2.05 | 2.25 | 3.2 | 4.1 | 4.3 | 4.5 | 5 | 5.2 | 5.6 | 8.44 | 9,87 | |
Podrobný popis


Spojovacie prvky s vysokou pevnosťou vytvoria pri galvanizácii chrumkavosť.Je potrebné venovať osobitnú pozornosť.
Vodíkové skrehnutie je zvyčajne charakterizované oneskoreným lomom pri namáhaní.Vyskytli sa automobilové pružiny, podložky, skrutky, plechové pružiny a iné pozinkované diely, po niekoľkých hodinách po rozbití montáže bol podiel lomu 40% ~ 50%.V procese používania kadmiovaných dielov špeciálneho produktu došlo k dávkovému praskaniu a bol vyriešený kľúčový národný problém a bol sformulovaný prísny proces dehydrogenácie.Okrem toho existujú určité vodíkové skrehnutie, ktoré nevykazuje oneskorený jav lomu, ako napríklad: galvanický záves (oceľový drôt, medený drôt) v dôsledku mnohonásobného galvanického pokovovania a morenia, prenikanie vodíka je vážnejšie, pri používaní sa často objavuje záhyb nastať fenomén krehkého lomu;Tŕň brokovnice po niekoľkonásobnom chrómovaní spadol na zem a zlomil sa;Niektoré kalené časti (veľké vnútorné napätie) pri morení prasknú.Tieto časti sú silne hydrogenované a praskajú bez vonkajšieho napätia, ktoré už nie je možné použiť na obnovenie pôvodnej húževnatosti dehydrogenáciou.
Čím vyššia je pevnosť materiálu, tým väčšia je citlivosť na vodíkové skrehnutie.Toto je základný koncept, ktorý si musia objasniť technici povrchovej úpravy pri zostavovaní špecifikácií procesu galvanizácie.Ocele s pevnosťou v ťahu σb>105 kg/mm2, ktoré vyžadujú medzinárodné normy, by sa mali podrobiť namáhaniu pred pokovovaním a dehydrogenácii po pokovovaní.Francúzsky letecký priemysel vyžaduje zodpovedajúcu dehydrogenačnú úpravu pre oceľové diely s medzou klzu σs > 90 kg/mm2.
Vďaka dobrej zhode medzi pevnosťou ocele a tvrdosťou je intuitívnejšie a pohodlnejšie posudzovať citlivosť materiálu na vodíkové skrehnutie podľa tvrdosti ako podľa pevnosti.Pretože dokonalé kreslenie výrobku a proces obrábania by mali byť označené tvrdosťou ocele.Pri galvanickom pokovovaní sme zistili, že tvrdosť ocele okolo HRC38 začala vykazovať riziko vodíkového krehnutia.Pri dieloch vyšších ako HRC43 treba po pokovovaní zvážiť dehydrogenáciu.Keď je tvrdosť približne HRC60, dehydrogenačné ošetrenie sa musí vykonať ihneď po povrchovej úprave, inak oceľové diely popraskajú v priebehu niekoľkých hodín.
Balenie






O nás







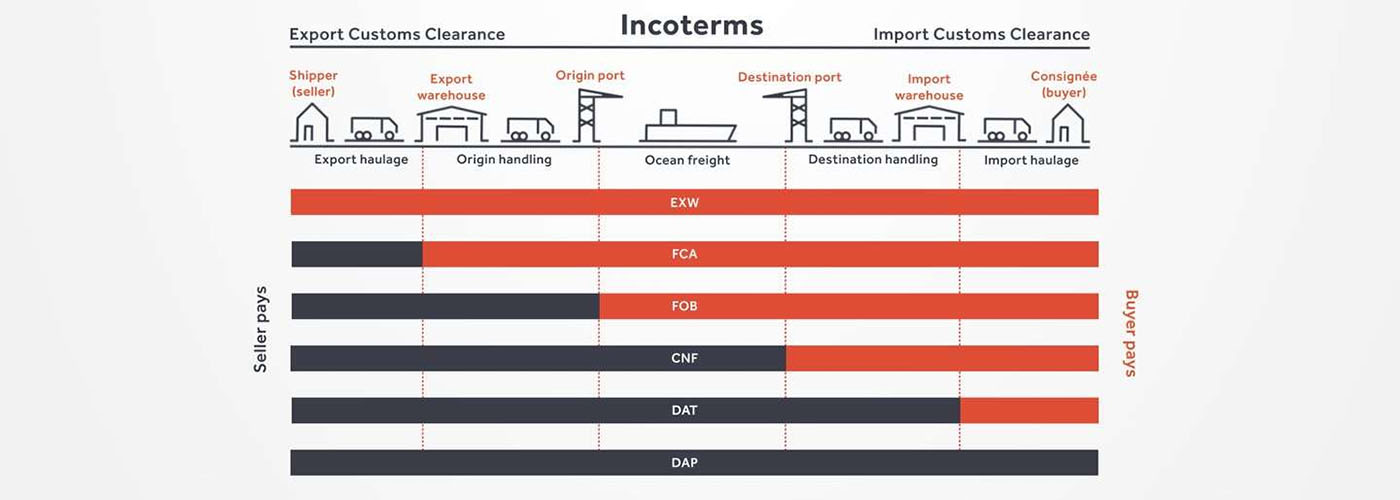
* Nasledujúci diagram identifikuje rôzne obchodné incoterms.Vyberte ten, ktorý uprednostňujete.
HORÚCI VÝPREDAJ
Kvalita na prvom mieste, bezpečnosť zaručená
-

Skrutka základovej kotvy Skrutka v tvare L Uhlíková oceľ...
-

Prírubová skrutka IFI 111 UNC UNF zo stredne uhlíkovej ocele...
-

Celý závit DIN933 nerezová šesťhranná hlava Bol...
-

DIN7991 Šesťhranná skrutka s plochou hlavou CSK St...
-

Svorka U z nehrdzavejúcej ocele 304 316 U Svorka na potrubie...
-

Nosná skrutka DIN 603 pozinkovaná pozinkovaná gr...





